Atomic Hydrogen Welding Working Principle and Applications:
The principle of atomic hydrogen welding is based on (i) the possibility of obtaining atomic hydrogen by means of an electric arc between the two tungsten electrodes, in an atmosphere of hydrogen at atmospheric pressure, (ii) the very high temperature produced by the recombination of the atoms, which occurs in the cooler regions immediately outside the arc, and (iii) the very great heat conductivity of hydrogen at high temperatures, owing to the dissociation of the hydrogen molecules into the atomic state, and resulting in an extremely high rate of delivery of heat to the surfaces to be welded—roughly twice that for the oxyaccetylene welding flame.
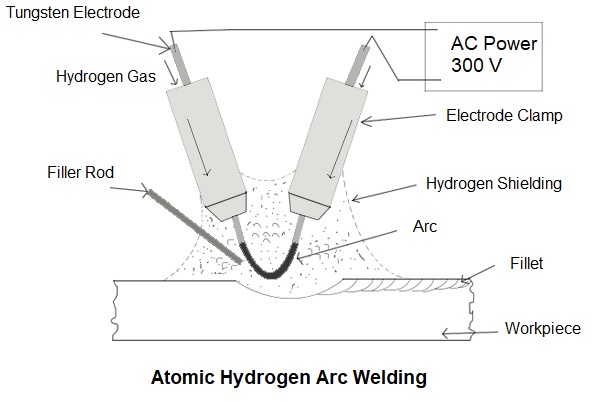
In this method of atomic hydrogen arc welding an ac arc is maintained between the two non-consumable tungsten electrodes while a stream of hydrogen gas, under a pressure of about 0.5 kg/cm2, is passed through the arc and around the electrodes. AC supply is used in order to obtain equal consumption of the electrodes. The hydrogen is usually supplied from steel cylinders and serves two-fold purpose—firstly as protective screen for the arc, secondly as cooling agent for the glowing tungsten electrode points.
As the molecules of hydrogen pass through the electric arc, they are changed into the atomic state and thus absorb a considerable amount of energy—resulting in cooling of glowing tungsten electrodes. But when the atoms of hydrogen recombine into molecules just outside the arc, a large amount of heat is liberated. This extra heat, added to the intense heat of the arc itself, produces a temperature of about 4,000°C, as compared to 2,000°C produced by the combination of normal hydrogen and oxygen. This heat is used in making fusion welds.
When additional metal is required, filler rods are melted into the joint. Due to the decarbonizing character of the welding flame (with the formation of hydrocarbons) the filler rod material should have a carbon content higher than that of the material to be welded, if the finished weld metal is to have the same carbon content as the parent material. Owing to the concentrated heat, high welding speeds may be obtained keeping distortion small. Further more hydrogen excludes all oxygen and other gases which might combine with the molten metal to form oxides and other impurities. It also removes oxides from the surface of the work. Thus, this process is capable of producing smooth, uniform, strong, and ductile welds. Automatic equipment for this process has been developed, the hydrogen being fed through a water-cooled nozzle block.
Arc currents up to 150 A can be used and the power supply arrangements are similar to those for ordinary ac arc welding except that the transformer voltages are higher, being about 300 V on open circuit for striking the arc and between 80 and 100 V while operating.
Applications:
This atomic hydrogen welding method is very flexible—practically any metal or alloy, ferrous and non-ferrous, can be welded. Its greatest usefulness is for the fusion welding of certain special ferrous alloys, such as chrome nickel steels, aluminium, and duralumin, but it must use flux to weld some of these materials. Welding of thin sheets, production of tubing, and the repairing of expensive tools and dies are some of the common uses of this method.