Electric Welding Machine Working Principle:
The electric welding machine sets may be either dc or ac type.
1. DC Welding Sets:
Such sets are of two types namely (i) generator type and (ii) rectifier type.
Generator type welding set consists of a differential compound wound dc generator, giving drooping volt-ampere characteristic, driven by any type of prime mover (a squirrel cage induction motor or a petrol or diesel engine). In a differential compound wound dc generator the terminal voltage falls automatically with the increase in load current. The control may be obtained by tapping the series field or by providing a suitable shunt across the series field winding. The open-circuit voltage is adjusted from shunt field.
If supply from existing dc distribution system is to be used for welding then a ballast (resistance) is put in series with the equipment and control is obtained by varying this external resistance. This method is also suitable when a number of operators are working on the same supply system. In such cases each operator is provided with a separate ballast. The special field of this method is where the service of each arc welding circuit is infrequently in use (say 25% of the time or less). In such cases the loss in the series resistor is less than the no-load loss of a generator type unit.
Another type of dc welding set is a dry type rectifier used in conjunction with a multi-phase, high leakage reactance transformer. Many of these rectifier type welders use selenium rectifiers which are forced air cooled. Rectifier type welders are said to combine some of the desirable arcing characteristics of dc welding, such as easy arc starting, with those of welding transformers, such as reduced no-load losses. DC voltage is controlled by regulating the transformer output in this case.
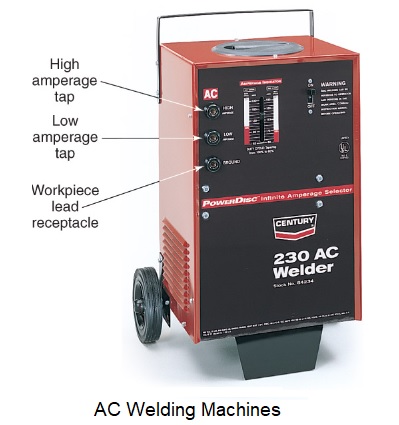
2. AC Welding Sets:
Single phase or 3-phase step-down transformers which provide low voltage (80-100 voltage on open-circuit) power for welding with some means of output control. One or two taps are provided on the primary side to take care of the voltage variations. The secondary winding of an air-cooled set is generally made of bare wound-on-edge copper strip. The welding transformers may be air or oil-cooled type. The air-cooled sets are lighter in weight and permit the use of insulating materials of the highest thermal classification. They are also cheaper, less hazardous and easier to maintain. On the other hand, the oil-cooled sets are more compact. Being heavy, they are more suitable for stationary applications in workshops. Synthetic liquid filled sets may be employed in hazardous locations. Some electric welding machine is provided with an arc booster that provides a momentary surge of current to give an arc a good start when it is struck.
In transformer type electric welding machine the current control is achieved by using (a) magnetic shunt or (b) a choke coil or reactor placed in series with primary or secondary winding or (c) tap changing switch in the primary winding.
In the magnetic shunt type, an adjustable gate of iron laminations is placed between the primary and the secondary windings. Part of the flux is diverted through this gate without linking with the secondary winding, thus providing a simple and reliable means of stepless voltage control.
The choke coil type regulator is a variable reactance with a movable iron plunger. The reactor is such that it operates well below the saturation point. Though it improves the arc stability but reduces the power factor.
The tap-changer type regulator is prone to give trouble on account of arcing on the contacts and the moving finger.
The use of series resistance can also be made for current control but efficiency is reduced.