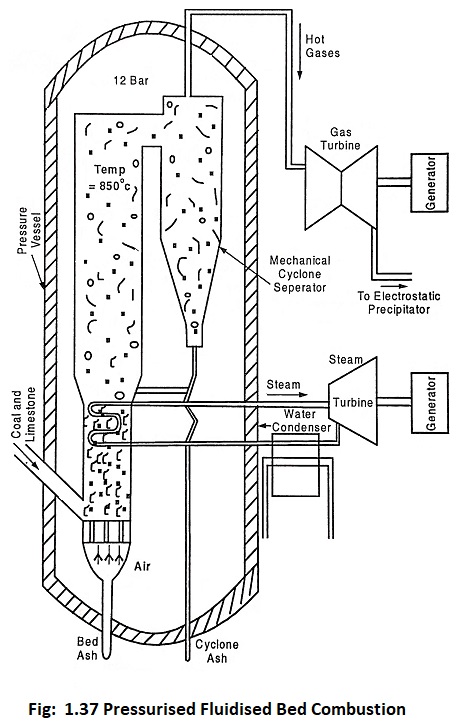
Pressurised Fluidised Bed Combustion System (PFBC):
Pressurised Fluidised Bed Combustion (PFBC) system is used for large coal burning applications. The operating efficiency of PFBC is increased by introducing differential air pressure.
In PFBC, coal is injected into pressurized bed of 850 – 900°C. The bed consists of 90 – 95% of coal ash and desulphurisation sorbent. When the air flows through the bottom of the furnace it suspends the particulates in air, where rapid combustion takes places. Then the gases from the combustion chamber passes through a mechanical cyclonic separator where large particles are separated and sent back to fluidised bed. The hot combustion gases from the fluidised bed combustor drives the gas turbine.
The steam turbine is driven by steam received in tubes which is immersed in the fluidised bed. The condensate from the steam turbine is pre-heated using waste from the gas turbine exhaust and then it is taken as fluid water for steam generation.
The PFBC system can be used for combined cycle power generation. By using gas and steam turbines in this way, the electricity generated will be more efficient than the conventional system. (i.e) efficiency will increase by 5% to 8%.
Advantages of Fluidised Bed Combustion boilers:
- Any type of fuel – solid, liquid (or) gaseous fuel (or) domestic and industrial waste can be used in FBC system. Any type of combustible matter can be burned by adjusting the factors such as size, air velocity and rate of feed.
- High combustion intensity can be achieved and it can be varied with variation in air pressure supplied to the combustor. Hence the FBC combustor is much smaller than the conventional furnaces. Due to this, the capital and running cost of the fludised bed boiler system is cheaper.
- High heat transfer rate is possible to the surfaces immersed in the bed because solid mixing is extremely rapid.
- Since the combustion temperature can be controlled accurately, volatization of ash constituents like alkali metals are avoided. Also, since ash particles are not melted, they are soft and non-abrasive.
- FBC system design can be done very fast because of its simplicity, small size of plant and corrosion and erosion problem are less.
- In FBC system, the unwanted sulphur retention equipment and combustion system are dolomite, hence there is no need of separate big gas cleaning system.
- In FBC system, the combustion is stabilized even at 700°C – 900°C. Since this temperature is well below the temperature at which the ash sinters, the vast bulk of ash can be tapped from the bottom of the bed. Also, this low combustion temperature prevents the formation of NOX.
- High combustion efficiency.
- High ash content coal can be burnt efficiently.
- The solid fuel need not to be pulverized.
- At bed temperature around 800°C – 900°C, the volatization of alkali compounds does not occur and hence the deposition of the tubes is minimized.
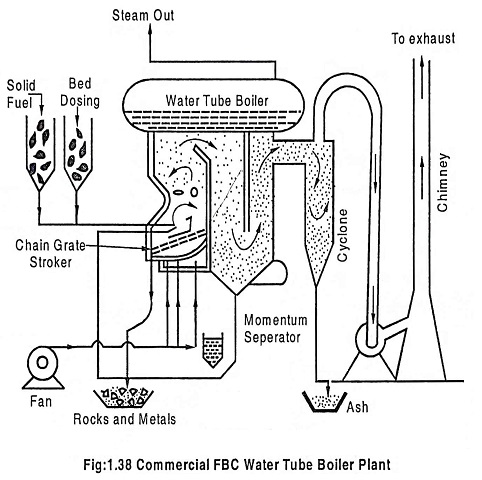
The FBC system is more popular and attractive because the high ash content fuels like tar sands, oil shales, and coal refinery slurry can be burned at ease. A commercial FBC water tube boiler plant is shown here in Fig. 1.38.